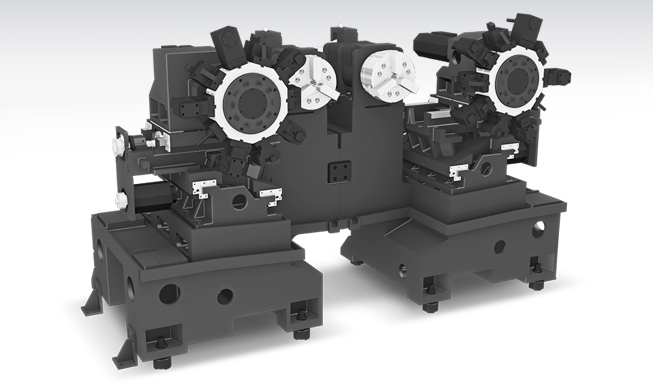
LF2600 II Series 正面型车削中心
LF2600 II 系列车削中心系列的紧凑型结构即使在狭窄空间里也方便安装, 设计采用提高生产力的结构要素且易于搭载自动化系统。
世界上最好的正面型车床
- 改善 Z 轴结构增强刚性
- 滚柱直线导轨/箱式导轨可供选择
- 将热变形最小化的稳定单元结构
- 针对自动化的多样类型桁架机械手
- 提高屑处理能力, 打造舒适的作业环境
- 搭载最新FANUC 系统, 提高使用便利性
基本特点
最优化的布局和设计, 双主轴正面型数控车削中心
1通过变更机床 Z轴的结构增强刚性
LF2600 II 系列为了防止因刀塔下垂引起的偏心载重导致刚性下降和斜楔寿命的缩短,主轴箱和 Z轴刀架设计成突起式结构, 从而增强刚性, 实现了高精度的产品加工
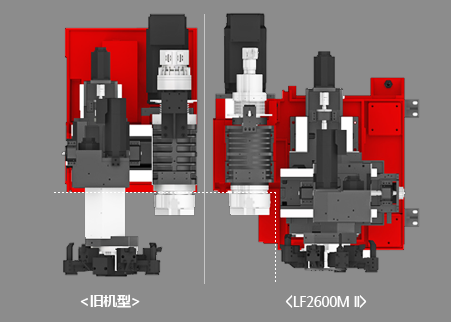
缩短刀架伸出来的长度 : 507mm > 269mm (缩短 238mm)
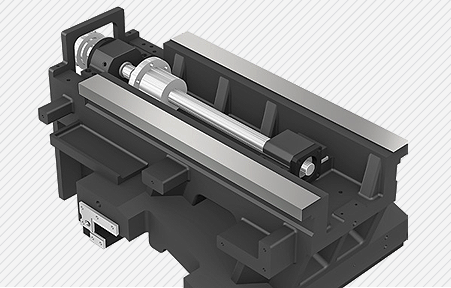
2高精密结构
高精度分离式床身结构
采用分离式床身, 将热变形及振动最小化, 进而保证稳定的加工能力。
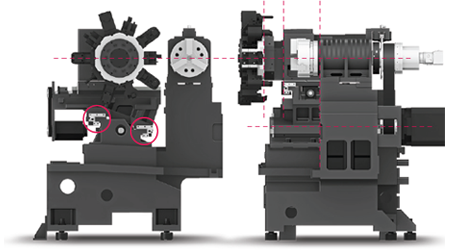
Z轴结构
通过改变 Z 轴结构缩短刀架伸出来的长度, 防止刀塔下垂, 改善筋条磨损并增强刚性, 实现高精度的产品加工。
<设备外部的导轨到主轴尽可能设计成最短从而保证刚性>
阶梯式 Z轴结构接近主轴中心并扩大跨距 > 增强刚性
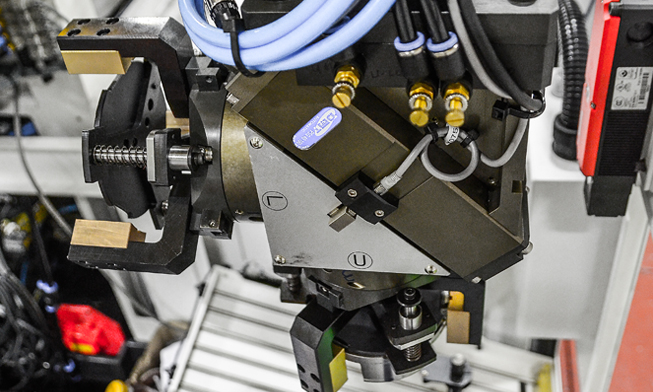
3滚柱直线导轨 / 箱式导轨
LF2600 II 系列的进给轴可选择滚柱直线导轨和箱式导轨, 可以根据加工特性, 为您提供最佳选择。(箱式导轨 : 标准)
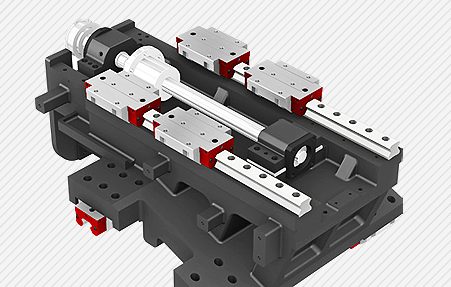
<滚柱直线导轨>
<箱式导轨>
滚珠丝杠
精密预压的滚珠丝杠实现由热引起的变形最小化, 双固定方式更提高了刚性。

| 快速移动速度 (X/Z) |
24/36 m/min |
| 24/24 m/min |
| 行程 (X/Z) |
190/200 mm |
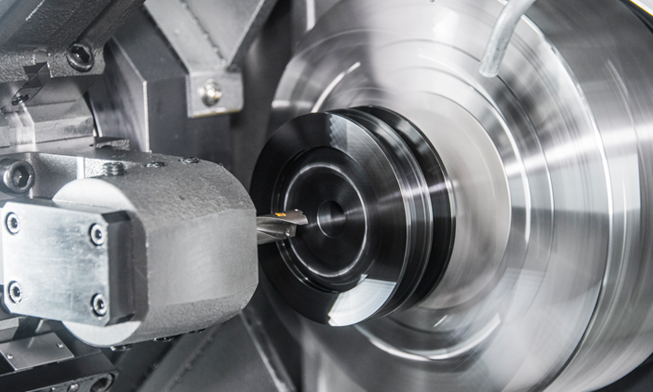
高精度主轴
重切削 & 高精度主轴
1针对重切削加工的主轴
在同类产品中, 其主轴转速和扭矩最高, 重切削加工时提供最优的性能。尤其是采用同等级机型中最大Ø110 规格P4 角接触球轴承, 能够而最大 限度地减少热变同时满足重型切削和高精度。
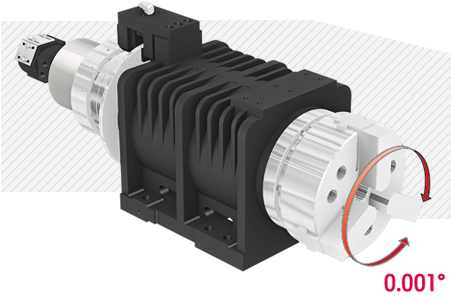
C轴控制 (带‘M’型号)
LF2600M II, 通过采用主轴上的标准C轴0.001°控制功能, 可进行多种形状的产品加工。
主轴
| 区分 |
LF2600 II |
| 卡盘尺寸 |
选配 : 8″ or 10″ |
| 主轴鼻端 |
A2-6 |
| 主轴间距 |
450 mm |
| 轴转速 |
4,000 rpm |
| 电机功率 (最大/连续) |
15/11 kW |
| 扭矩 (最大/连续) |
254.5/140 N.m |
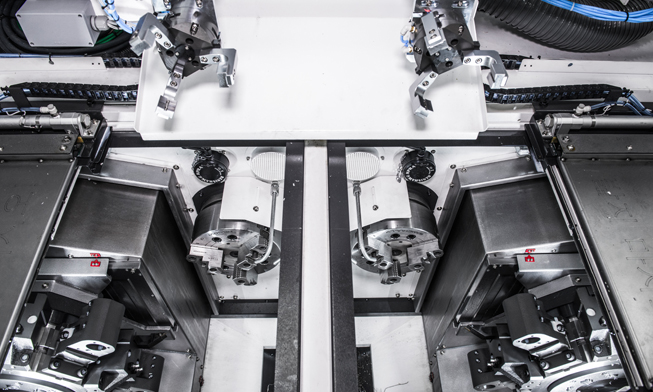
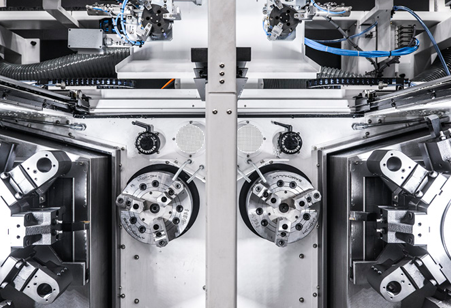
大幅提高左右同时的断续加工能力
左右护罩设计成分离型结构, 通过断续及粗加工, 将设备间的振动传递降至最低程度。(提高表面粗糙度)
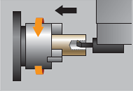
2主轴工作流程
| 01 |
需要第二次加工的工件从 Z1轴的主轴转移到 Z2轴的主轴上进行。 |
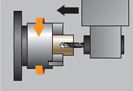
| 02 |
相同的产品使用 Z1轴和 Z2轴的主轴同时加工时, 一台\设备上可实现两台的效果。 |
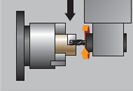
| 03 |
不同工件可以利用Z1/Z2轴的两个主轴同时加工从而提高加工效率。 |
3强大的加工能力
外径车削
(材料 : SM45C)
| 单边切削深度 |
4 mm |
| 主轴转速 |
796 rpm |
| 切削速度 |
210 m/min |
| 进给速度 |
0.5 mm/rev |
| 排屑量 |
420 cc/min |
镗削
(材料 : SM45C)
| 单边切削深度 |
3 mm |
| 主轴转速 |
1,326 rpm |
| 切削速度 |
250 m/min |
| 进给速度 |
0.3 mm/rev |
| 最大镗削深度 |
镗刀杆直径的4倍 |
U钻
(材料 : SM45C)
| 刀具直径 |
Ø40 mm |
| 主轴转速 |
828 rpm |
| 切削速度 |
104 m/min |
| 进给速度 |
0.3 mm/rev |
| 排屑量 |
312 cc/min |
立铣
(材料 : SM45C)
| 刀具直径 |
Ø16 mm |
| 主轴转速 |
1,580 rpm |
| 切削速度 |
76 m/min |
| 进给速度 |
0.165 mm/rev |
| 加工深度 |
16 mm |
钻削
(材料 : SM45C)
| 刀具直径 |
Ø16 mm |
| 主轴转速 |
1,580 rpm |
| 进给速度 |
0.35 mm/rev |
| 切削速度 |
80 m/min |
攻丝
(材料 : SM45C)
| 刀具直径 |
M20 |
| 主轴转速 |
88 rpm |
| 进给速度 |
2.5 mm/rev |
| 切削速度 |
5 m/min |
※ 因加工环境不同, 上述结果可能会有所不同。
自动化系统
以使用者为中心的多种自动化附加装置
1桁架机械手加工
高速的桁架机械手和储料仓可使各个单元实现柔性自动化, 且可以优化安装空间。特别是相同种类和不同种类工件的两面连续加工时可观察到卓越的加工效果。
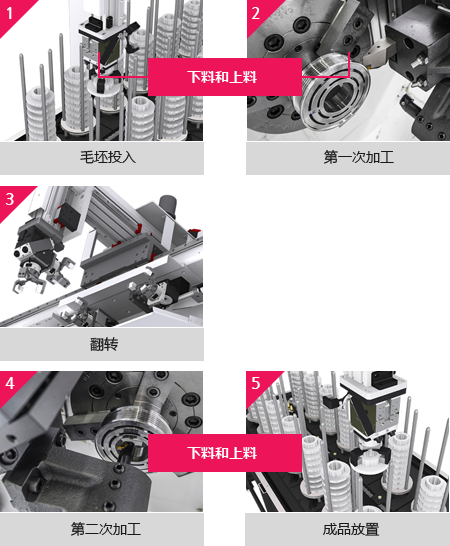
2桁架自动化系统
桁架自动化是利用储料仓、桁架机械手的自动化方法。放在上料仓的毛坯通过桁架机械手自动运送到机床进行加工。桁架自动化运行中靠近设备,易于对作业过程进行监控、修改程序、保修等。另外, 设备安装面积小, 可实现厂内最佳布局。
桁架规格
左右护罩设计成分离型结构, 通过断续及粗加工, 将设备间的振动传递降至最低程度。(提高表面粗糙度)
| 最大工作重 |
3 kg |
6 kg |
| 最大工作尺寸 |
Ø200 × 120L |
| 桁架速度 |
左/右 (X) |
210 m/min |
150 m/min |
| 上/下 (Y) |
180 m/min |
130 m/min |
| 前/后 (Z) |
60 m/min |
| 桁架上料时间 |
5.7 sec |
7.8 sec |
※ 上述上料时间根据工件的重量变动会有所不同。
储料仓规格
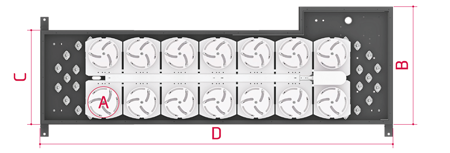
| 工作尺寸 |
Ø180 |
Ø200 |
| 装载最大高度 |
450 mm |
| 工作最大重量 |
35 kg / 托盘 |
| 托盘数量 (EA) |
椭圆形 : 10, 12, 14, 16 / 圆形 : 6 |
| 尺寸 (A/B/C) |
Ø220/850/680 mm |
Ø240/930/760 mm |
| 托盘 (D) |
10 |
2,130 mm |
| 12 |
2,330 mm |
| 14 |
2,530 mm |
| 16 |
2,790 mm |